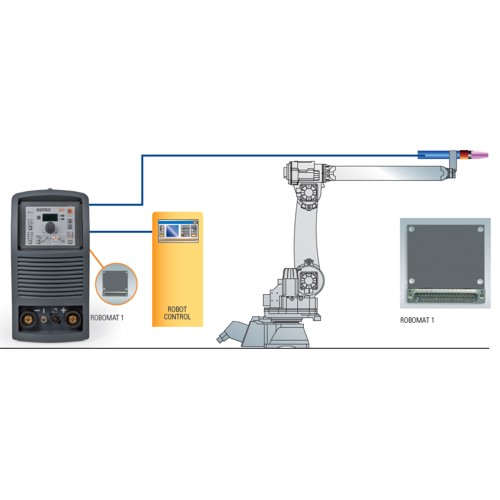
MATRIX X – R three-phase power sources, in the special “R” version, can be easily integrated in TIG welding automated equipment by means of ROBOMAT 1 interface which handles both all the start/stop signals of the process and main welding parameter adjustments.
ROBOMAT 1 represents a flexible and efficient interface system that fully meets all Analogic/Digital connections.
Equipped with the new X VISION interface, simple and complete, for the total control and monitoring of all the welding parameters.
Their excellent characteristics, coupled with the high technology of the digital control, allow a perfect stability of the welding arc, granting high performance TIG welding in the more sophisticated industrial applications and maintenance.
Available in two different series :
HF Series – This highly advanced technology power source is robust and user friendly: DC output only, enable TIG welding of mild and stainless steel, copper and its alloy
ACDC Series – Used for TIG welding of all metals, including aluminium and its alloys.
INVERTER FORT TIG ACDC WELDING WITH VISION X INTERFACE
XVISION INTERFACE
X vision control display with “ONE CLICK KNOB” encoder for the pre-setting and monitoring of all the welding parameters:
User friendly interface
Digital Ammeter and Voltmeter with welding current pre-setting and Hold Function of the last read value
Welding mode “cycle”
Personalised welding program storing and recalling
Possibility of easly copy job/s from one machine to another via USB
Advance setting infographic.
coldTACK
Innovative spot welding device to achieve precise and safe joining with a minimal thermal input. “Multi-coldTACK” function grants cold spotting in a rapid sequence, thus further widening the benefits of the single spot. Thanks to “Perfect-Point” function, coldTACK allows to obtain the most precise spot positioning.
RCT – Running coldTACK
RCT is the acronyms of Running coldTACK; indeed, the TIG RCT process allows to benefit of all the coldTACK advantages, by repeating the single coldTACK point in a continuous way, in order to achieve a cold and perfect welding seam. Using TIG RCT the welding seam is much colder in comparison to the one achievable with Pulse TIG and it represents the ideal solution to weld thin materials with a very low heat transfer. TIG RCT is a direct current process not available in AC welding.
WAVE SHAPE CONTROL IN AC (ONLY FOR ACDC)
DYNAMIC TIG – Square wave: high arc dynamics for all applications.
SOFT TIG – Sinusoidal wave: smoother and softer with reduced noise, ideal for medium thickness.
SPEED TIG – Mixed wave: optimal penetration at high welding speed and low consumption of the electrode.
COLD TIG – Triangular wave: low heat transfer with reduced deformation, ideal for small thickness.
BALANCE PLUS (ONLY FOR ACDC)
Possibility of independently adjust both current time and its amplitude while staying in either positive or negative polarity, by offering a perfect control of penetration and arc cleaning with a drastic reduction in lateral undercuts.
VRD Voltage Reduction Device
VRD device reduces the open circuit voltage to values below 12 V, by enabling the use of the machine in highly hazardous environments for the operator’s maximum safety.
Compact and innovative design
Metallic main structure with shock-proof fibre compound front panel
Control panel protected against accidental impact
Robust handle integrated into the chassis
Reduced weight and size, easy-to-carry
Digital control of all the welding parameters
Standard equipped with pulse mode integrated into the control with available “easy-pulse” facility
Excellent TIG welding characteristics
High frequency arc striking, precise and efficient even from long distance
High performance on thin metal sheets Automatic compensation for mains voltage fluctuations within +20% -20%
Very good MMA welding characteristics with any type of electrodes
Easy-to-use
Low energy consumption
Use of special TIG torches will enable the remote control of the welding parameters directly from the torch